
Volfram je redki kovinski element, ki se uporablja za izdelavo elektrod za varjenje z volframovim oblokom (GTAW – Gas Tungsten Arc Welding). V nadaljevanju bomo namesto GTAW uporabili bolj razširjen izraz, TIG varjenje oz. varjenje po TIG postopku. Proces TIG je odvisen od trdote volframa in odpornosti na visoke temperature za prenos varilnega toka v varilni oblok. Volfram ima od vseh kovin najvišje tališče, 3.410 stopinj Celzija.
Volfram elektrode so različnih velikosti in dolžin in so sestavljene iz čistega volframa ali zlitine volframa in drugih redkih zemeljskih elementov in njihovih oksidov. Izbira elektrode za TIG postopek je odvisna od vrste in debeline osnovnega materiala ter od varjenja z izmeničnim tokom (AC) ali enosmernim tokom (DC). Pomemben je tudi način obdelave konice volfram electrode, namreč brusimo jih lahko v špico, okroglino ali odrezano špico. Način in postopek brušenja lahko glede na material varjenca zelo vpliva na rezultat – zvar.
Vsaka tip volfram elektrode je unikatno barvno kodiran. Konec electrode je obarvan in vsaka barva točno določa tip electrode.
Najpogosteje srečujemo sledeče tipe volfram elektrod:
– Zelena barvna koda – čisti volfram
– Rdeča barvna koda
– Zlata barvna koda
– Siva barvna koda
– Oranžna barvna koda
– Modra barvna koda
– Modra barvna koda

V tem članku se bomo omejili na najpogostejše vrste volfram elektrod.
Čista volfram (zelena barvna koda)
Čiste volframove elektrode (klasifikacija AWS EWP) vsebujejo 99,50% volframa, imajo najvišjo stopnjo obrabe vseh elektrod in so običajno cenejše od njihovih zlitin.
Te elektrode tvorijo čisto, okroglo konico pri segrevanju in zagotavljajo veliko stabilnost obloka za varjenje z izmeničnim tokom. Čista volfram zagotavlja tudi dobro stabilnost obloka za varjenje z sinusnim valovanjem, zlasti pri varjenju aluminija, magnezija in njunih zlitin. Običajno se ne uporablja za varjenje z enosmernim tokom, ker ne zagotavlja močnega obloka, ki ga običajno zagotavljajo volfram elektrode npr. z rdečo barbno oznako.
Rdeča barvna koda
Torij volframove elektrode (klasifikacija AWS EWTh-2) vsebujejo najmanj 97,30 volframov volframa in 1,70 do 2,20 odstotka torija in se imenujejo 2 odstotka torirane. Danes so to zaradi dolge življenjske dobe in enostavnosti uporabe najpogosteje uporabljene elektrode. Torij poveča lastnosti elektronske emisije elektrode, ki izboljša zagon obloka in omogoča večjo zmogljivost varjenja. Ta elektroda deluje precej pod temperaturo taljenja, kar ima za posledico bistveno nižjo obrabo. V primerjavi z drugimi elektrodami torirane volfram elektrode prenesejo manj volframa v zvarno talino, zato povzročajo manj kontaminacije zvara.
Te elektrode se uporabljajo predvsem za posebno varjenje z izmeničnim tokom (kot je tanka aluminijasta pločevina in materiali debeline pod 1,5mm) in varjenje ogljikovih in nerjavnih jekel ter niklja in titana z enosmernim tokom.
Med izdelavo teh elektrod je torij enakomerno vmešan z volframom, kar pomaga volframu ohraniti oster rob – idealno obliko elektrode za varjenje tankega jekla – po brušenju.
Opomba: torij je rahlo radioaktiven; zato morate za njegovo uporabo vedno upoštevati opozorila, navodila in varnostni list proizvajalca.
Oranžna barvna koda
Cerij volframove elektrode (klasifikacija AWS EWCe-2) vsebujejo najmanj 97,30 volframa in 1,80 do 2,20 odstotka cerija. Te elektrode najbolje delujejo v varjenju z enosmernim tokom pri nizkih trenutnih nastavitvah, vendar jih je mogoče uporabiti tudi v procesih varjenja z izmeničnim tokom. S svojim odličnim oblokom pri nizkih amperažah je cerij volfram postal priljubljen pri aplikacijah, kot sta izdelava orbitalnih cevi in cevi, delo na tankih pločevinah in dela, ki vključujejo majhne in občutljive dele.
Kot tudi torij se najbolje uporablja za varjenje ogljikovega jekla, nerjavečega jekla, nikljevih zlitin in titana, v nekaterih primerih pa lahko nadomesti 2-odstotno torijsko elektrodo. Cerij volfram ima nekoliko drugačne električne lastnosti kot torij, vendar ju večina varilcev ne more razlikovati.
Uporaba večjih elektrod pri višjih jakostih ni priporočljiva, ker višje amperaže povzročijo, da oksidi hitro preidejo na toploto na konici, pri čemer odstranijo vsebnost oksida in izničijo njene prednosti pri varjenju.
Zlata barvna koda
Lantan volframove elektrode (klasifikacija AWS EWLa-1.5) vsebujejo najmanj 97,80% volframa in 1,30% do 1,70% lantana in so znane kot 1,5% lantan elektrode. Zagotavljajo odličen vžig obloka, nizke stopnja obrabe, dobra stabilnost obloka in odlične karakteristike ponovnega vžiga – v mnogočem so podobne cerij volfram elektrodam.
Lantanirane elektrode delijo tudi lastnosti prevodnosti električnega toka 2 odstotka torij volframa. V nekaterih primerih lahko 1,5-odstotne lantan electrode popolnoma nadomestijo 2-odstotni torij elektrodo, brez velikih sprememb varilnih parametrov.
Lantan volfram elektrode so idealne za optimizacijo vaše varilne zmogljivosti. Delujejo dobro na negativni AC ali DC elektrodi s koničastim koncem, ali pa se lahko uporabljajo za varjenje z izmeničnim tokom. Lantan volfram pri varjenju ohranja ostro konico, kar je velika prednost pri varjenju jekla in nerjavnega jekla z enosmernim tokom ali izmeničnim tokom kvadratnih valov.
Za razliko od torij volframa so te elektrode primerne tudi za varjenje z izmeničnim tokom in tako kot cerij volfram elektrode omogočajo zagon in vzdrževanje obloka pri nižjih napetostih. V primerjavi s čistim volframom z dodanim 1,5-odstotkom lantana povečmoa največjo prevodnost toka za približno 50 odstotkov za določeno velikost elektrode.
Siva barvna koda
Sive volframove elektrode (klasifikacija AWS EWG) vsebujejo nedoločene dodatke oksidov redkih kovin ali hibridnih kombinacij različnih oksidov, vendar morajo proizvajalci identificirati vsak dodatek in njegov odstotek na embalaži. Odvisno od dodatkov lahko želeni rezultati vključujejo stabilen oblok v AC in DC procesih, daljšo življenjsko dobo od torij volframa, možnost uporabe elektrode manjšega premera za isto delo, uporabo višjega toka za elektrode podobne velikosti in manj nanosa volframa na varjenec.
———–
Izbira debeline, premera volfram elektrode
V spodnji tabeli navajamo priporočene vrednosti varilnih tokov za določen premer volfram elektrode. Značilno je, da tanjša elektroda zagotavlja boljši vžig varilnega obloka kot debelejša. Obenem pa se tanjša elektroda hitreje obrablja. V kolikor izberemo predebelo elektrodo za dan varilni tok, se pri varjenju lahko oblok nestabilen, kar seveda vpliva na kakovost in izgled zvara.
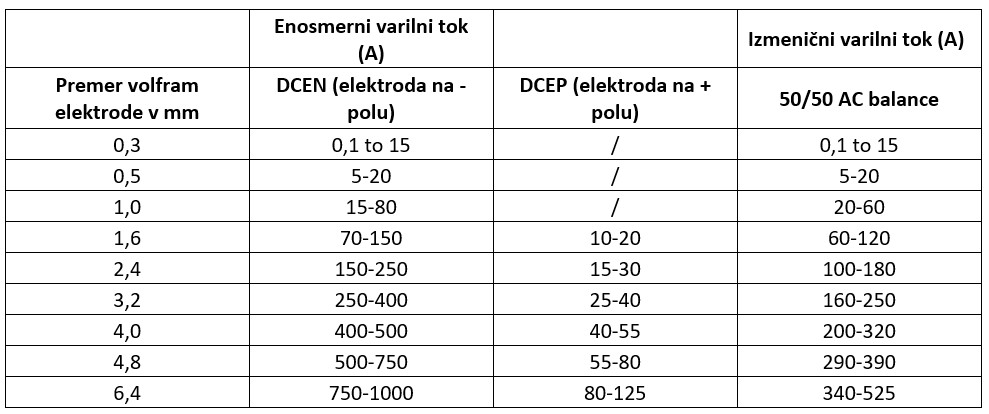
Tabela 1 – Tipični razponi varilnih tokov za različne premere volfram elektrode za TIG varjenje.
Priprava – brušenje volfram elektrod – Konica, okroglina ali odrezana konica?
Po izbiri vrste elektrode je naslednji korak izbira načina brušenja volfram elektrode. Trije najpogostejši načini brušenja volfram elektrod so brušenje v konico, v okroglino in odrezano konico.

Običajno se na čistih volframovih elektrodah z zeleno barvno oznako uporablja okrogla konica in se priporoča za uporabo pri AC postopku (varjenju z izmeničnim varilnim tokom) na sinusnih valovih in običajnih TIG varilnih aparatih s kvadratnim valom. Za pravilno formiranje konice volfram elektrode preprosto uporabite priporočen izmenični tok za dani premer elektrode (tabela 1), in na koncu elektrode se bo oblikovala okrogla konica. Premer formirane okrogline ne sme presegati 1,5-kratnega premera elektrode (npr. Elektroda premera 1,6mm mora imeti okroglo konico s premerom cca 2-2,5mm). Večja krogla na konici elektrode lahko zmanjša stabilnost obloka. Prav tako lahko okrogla konica odpade in onesnaži zvar.
Priprava – brušenje volfram elektrod
Za varjenje po TIG postopku z inverterskimi varilnimi aparati z enosmernim ali izmeničnim varilnim tokom volfram elektrode brusimo v špico ali odrezano špico. Za brušenje v izogib kontaminaciji elektrode priporočamo uporabo posebnih brusnih koles, namenjenih brušenju volframa. Najbolje se obnesejo diamantni brusi.
Ob brušenju torij volfram elektrod poskrbite za odsesovanje in prezračevanje, kajti prah, ki nastane ob brušenje je strupen in nevaren za zdravje. Sledite opozorilom, navodilom in varnostnim listom proizvajalca.
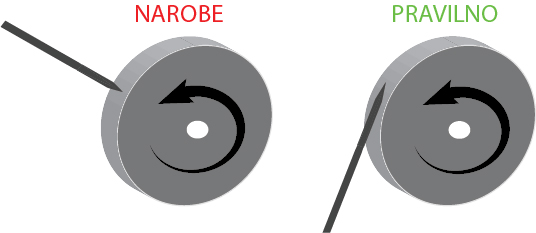
Elektrodo brusimo vzporedno z brusilnim kolesom, tako da so sledi brušenja vzdolžne z elektrodo, s tem zagotovimo stabilen oblok in zmanjšamo možnost kontaminacije zvara.
Konus na koncu electrode naj ne bo večji od 2,5 kratnika premera electrode. Npr pri 1,6mm elektrodi naj bo konus dolg cca 4mm. Tako brušena elektroda zagotovi boljši vžig in bolj osredotočen varilni oblok.
Pri varjenju tankega materiala z zelo nizkim tokom (od 0,1 do 1,00 mm) je elektrodo najbolje nabrusiti v špico. V tem primeru špičasta konica zagotovi kar največjo osredotočenost obloka in s tem prepreči prevelik vnost toplote na varjenec. V praksi to pomeni manj krivljenja varjenca.
Uporaba špičaste konice volframa pri večjih varilnih tokovih ni priporočljiva. Večji varilni tok lahko povzroči, da Konica electrode odpade in kontaminira zvar. Pri varjenju z večjimi tokovi je najbolje špico electrode sploščiti, odbrusiti. Torej elektrodo nabrusimo kot opisano zgoraj, nato pa na rahlo odbrusimo vrh konice. Ravna površina na koncu electrode preprečuje prenos volframa čez oblok. Prav tako preprečuje nastanek krogle.
Za brušenje volfram elektrod seveda obstajajo tudi specialni brusilniki elektrod, a jih na tem mestu zaradi visoke cene in nedostopnosti le omenjamo. Ob sledenju navodil za izbiro in pripravo volfram elektrod, boste tudi brez posebnih strojev in naprav lahko dosegli odlične rezultate.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment