
Osnove TIG varjenja
V tem članku vas bomo seznanili z osnovami TIG varjenja za izdelavo kvalitetnega in homogenega zvara.
Ker vam za začetek želimo opisati osnove, se ne bomo spuščali v kar nekaj pomembnih poglavij TIG varjenja in varjenja na splošno kot so:
– Nastavitev varilnega aparata
– Podrobnosti o pripravi delovnega mesta
– Varnost pri varjenju in zaščitna sredstva
– Izbira dodajnega materiala glede na material varjenca
– Izbira ustreznega zaščitnega plina in potrebna količina plina
– Izbira volfram elektrode, premer, tip in načini brušenja
– Podrobnosti o pripravi TIG gorilnika
– Varjenje z izmeničnim varilnim tokom
O zgoraj navedenih temah bomo s časom dodajali nove članke. Vabimo vas, da od časa do časa obiščete naš blog in preverite nove vsebine.
Začetnikom ob prvem srečanju s TIG varjenjem svetujemo jeklo debeline 2-3mm. Pri taki debelini je najlaže odbvladovati talino in razvijati tehniko varjenja.
V našem primeru smo uporabili 2mm jeklo, varilni aparat je nastavljen na 60A, elektroda in dodajni material pa sta premera 1,6mm.
1. Priprava pred začetkom dela s TIG varilnim aparatom
Obvezni koraki pred pričetkom varjenja:
- Varjencu očistimo nečistočo, barve, rjo in druge okside ter galvansko prevleko in ga razmastimo. Na rahlo posnamemo robove, ki jih bomo varili
- Zagotovimo, da se varjenec med varjenjem ne premika
- Izberemo ustrezen dodajni material. Dodajni material je priporočljivo pred varjenjem obrisati s krpo in ga razmastiti.
- Pred delom je potrebno poskrbeti za ustrezno zaščito. Obvezna je uporaba varilne maske, rokavic, priporočamo pa tudi uporabo ustreznih oblačil ali usnjenega predpasnika.
2. Namestite se v dober položaj
Pri TIG varjenju morate biti sposobni nadzorovati razdaljo, približno 2 mm, med volfram elektrodo in varjencem. To je možno le z dobrim položajem. Običajno najboljše rezultate dobimo iz sedečega položaja z rokami naslonjenimi na varilno mizo. Ker vemo, da to ni vedno izvedljivo, se poskušajte temu približati. V principu je potreben razbremenjen gornji del telesa in podlakti naslonjene na stabilen prislon.
Kabel TIG gorilnika naj bo razbremenjen, najbolje obešen preko ramena ali delno ovit okoli podlakti roke s katero držimo TIG gorilnik. Med varjenjem bodite sproščeni. Če varite po težki telesni aktivnosti s povišanim srčnim utripom, zadihani, pregreti ali premraženi, bodo vaši zvari temu primerni, podobni vašemu počutju.

3. Kot in pomikanje TIG gorilnika
Na spodnjem video posnetku vam prikazujemo kot držanja TIG gorilnika, pomikanje in dodajanje varilnega materiala. Gorilnik pomikamo premočrtno in enakomerno, ko dodamo varilni material pomik gorilnika na kratko ustavimo in nato nadaljujemo.
TIG gorilnik držimo nagnjen za približno 20 stopinj od navpičnega položaja, volfram elektroda naj kaže v smeri zvara. Na ta način se talina formira pred gorilnikom in je dodajanje varilnega materiala lažje.
Konica volfram elektrode naj bo ves čas oddaljena od varjenca za faktor 1-1,5 premera elektrode. V našem primeru uporabljamo volfram elektrodo premera 1,6 mm, odmik konice pa je približno 2 mm. Dobra praksa je, da pred varjenjem naredimo testni premik, gorilnik zapeljemo čez in se prepričamo, da sta kot svetlobe in oddaljenost od varjenca lahko naravno ohranjena ter ni ničesar, kar bi oviralo gibanje.
4. Učenje TIG varjenja
Svetujemo vam, da začnete z vžigom obloka na jeklu, saj tako hitro dobite občutek kako se formira talina in kako se obnaša varilni oblok.
Nato poskusite variti na jekleni pločevini brez uporabe dodajnega materiala. To vam bo pomagalo dobiti občutek kako se premika oblok in talina, obenem pa lahko vadite vzdrževanje odmika konice elektrode od varjenca.
Ko dobite nekaj občutka, poskusite z dodajanjem varilnega materiala, kot je opisano zgoraj in prikazano na spodnjem videu (isti video kot prej):
Elektroda je od varjenca oddaljena približno 2 mm. Nastavljeno je kratko predpihovanje zaščitnega plina, nato pa se z visokofrekvenčnim vžigom vžge varilni oblok. Gorilnik nekaj sekund držimo na isti točki, da se omogoči tvorba taline. Velikost oziroma premer začetne taline določa širino zvara. Velik premer taline ima posledično širok zvar in veliko penetracijo, majhen premer taline pa ravno obratno, torej ožji zvar in manjša penetracija v globino.
Dodajni material dodajamo na sprednji del taline, pred gorilnikom. Material dodajamo počasi, tako da se ne lepi ampak v trenutku stali. Na ta način ohranjamo temperaturo taline in ne podhladimo zvara. Dodajni material mora biti ves čas v zaščiti plina. To zagotavlja, da je dodajni material ves čas varjenja ogret na pravo temperaturo, kar olajša taljenje, obenem pa na ta način preprečimo oksidacijo.
Na koncu zvara gorilnik izklopimo – spustimo gumb na gorilniku. Gorilnik še nekaj časa držimo nad koncem zvara, dokler se končni tok plina ne ustavi. S tem zagotovimo, da ze zvar ohladi preden ga izpostavimo zraku in s tem preprečimo oksidacijo zvara.
Pri prvem poskusu verjetno ne bo šlo vse po načrtih. Obenem je potrebno biti pozoren na veliko stvari, katere bo najvrjetneje ob začetkih težko obvladovati. Svetujemo učenje korak za korakom. Pripravite si več enakih kosov materiala in si vzemite čas. Prav tako vam svetujemo, da ste pri tem zbrani in po vsakem zvaru razmislite, kaj je potrebno izboljšati ali spremeniti. Glavni cilj je lep zvar, s pravilnim razlitjem in penetracijo, ki je po tudi izgledu pravilne barve.
Dolžina obloka
Z dolžino obloka nadzorujemo količino dodane toplote v zvaru. TIG je proces s stalnim tokom, nastavljen varilni tok se ne glede na dolžino obloka stalno aplicira na zvar. S spreminjanjem dolžine obloka pa spreminjamo napetost, kar pa bo povečalo ali zmanjšalo dodano toploto v zvaru.
Začetniki ponavadi držijo elektrodo dlje od varjenca in s tem nehote v zvar dodajajo preveč toplote. V izogib temu je nujno potrebno vzdrževati oddaljenost elektrode od varjenca med 1 in 1,5-kratnim premerom elektrode. Za 1,6mm elektrodo je to med 1,6 mm in 2,4 mm.
Prekomerna dolžina obloka otežuje nadzor nad oblokom, prav tako pa se elektroda zelo segreje. Pogosto se zgodi, da varilcu trzne roka in se z elektrodo dotakne taline. V kolikor je elektroda preveč segreta, se bo nanjo nalepil material iz taline. Varjenje je potrebno prekiniti ter očistiti in ponovno nabrusiti elektrodo. V kolikor pa bo dolžina obloka prava, se tudi ob dotiku talina ne nalepi na elektrodo.
Velikost zvara in hitrost varjenja
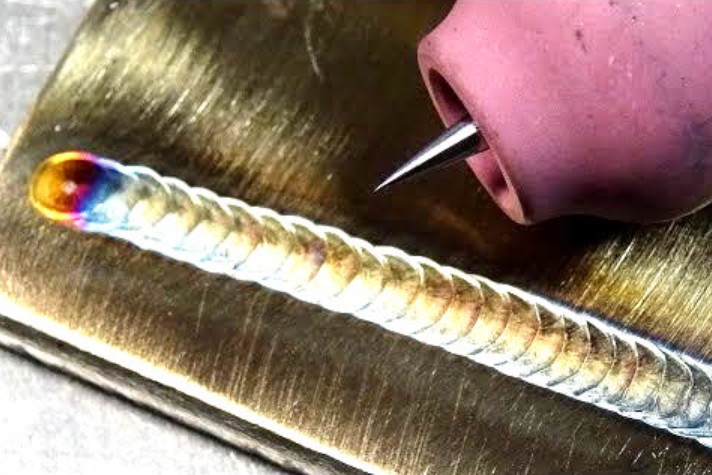
Zvar na sliki je širok približno 4mm, raven, zgornji rob zvara pa je visok cca 0, 5mm. Varjenje je potekalo s hitrostjo pribljižno 1mm/s. Zdi se, da je hitrost varjenja res nizka in, da na ta način za le majhen zvar potrebujemo neskončno časa, a rezultat takšnega dela je dober in predvsem vzpodbubujajoč. Ko vam tak zvar uspe, hkrati pa ste ga sposobni tudi večkrat ponoviti, je jasno, da ste dodobra osvojili TIG varjenje.
Dodajanje dodajnega materiala
Za začetnika je dodajanje varilne žice običajno velik problem. Pomislite, da je ob vzdrževanju odmika elektrode, vzdrževanju hitrosti, stalnem preverjanju več parametrov hkrati, potrebno še dodajati varilno žico. Tudi za dodajanje žice je potreben pravilen postopek . Svetujemo da žico dodajate na način, kot opisan zgoraj. Paziti je potrebno na količino dodane žice, saj preveč dodanega materiala lahko ohladi in obenem nakopiči zvar.
Priporočljivo je, da dodajnega materiala ne dodajate v prvih sekundah varjenja. Ko se formira talina in pričnemo s pomikanjem gorilnika, po občutku dodajamo žico, kapljico po kapljici, po potrebi. Tukaj je potrebno veliko vaje, predlagamo, da si pogledate katerega od mnogih video posnetkov na to temo na Youtubu.
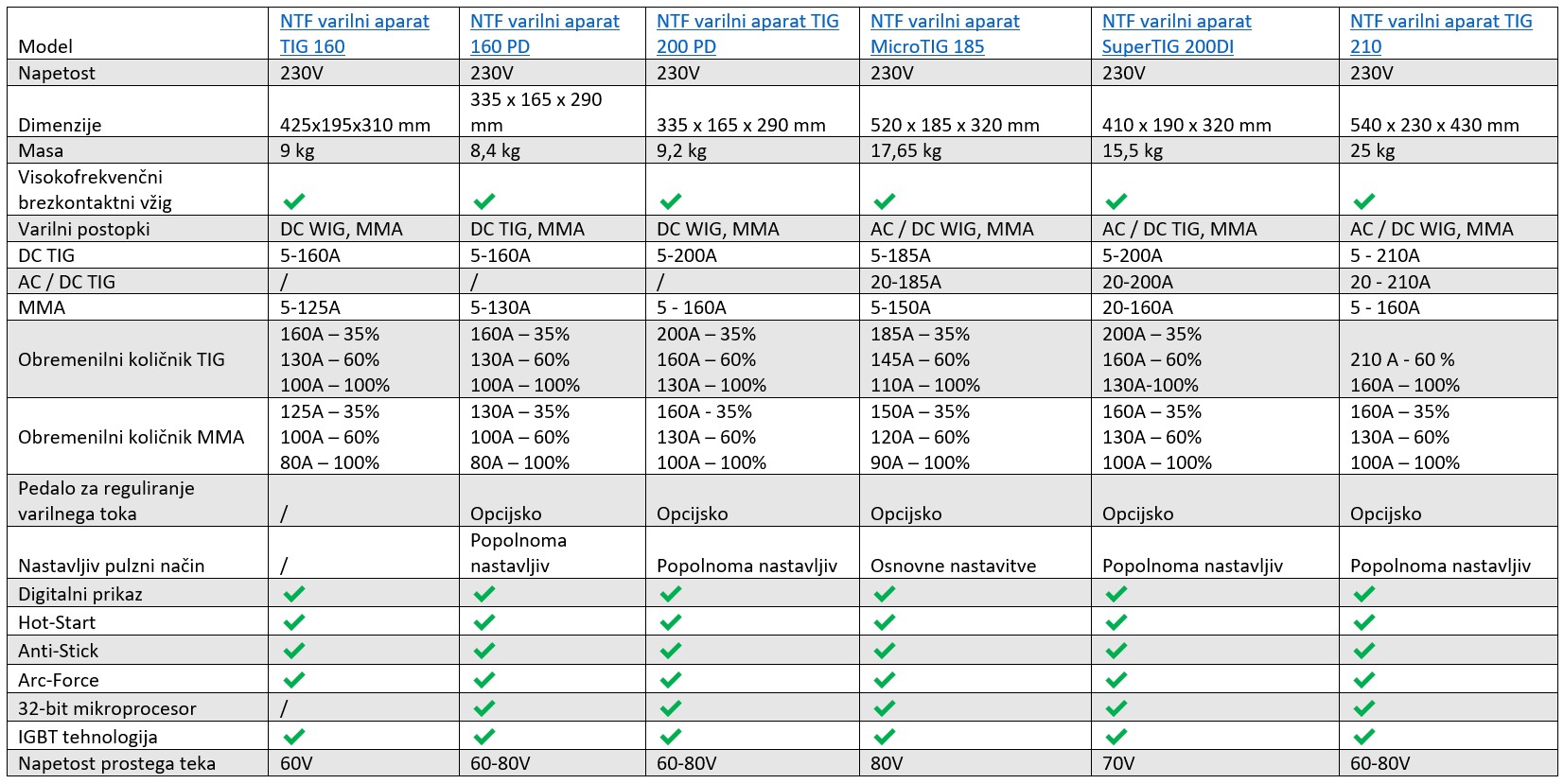
NTF Varilni aparati Ipotools
Ob tej priložnosti vam želimo prestaviti tudi naš pester izbor kvalitetniih varilnih aparatov za TIG postopek, glavne razlike pa si lahko pogledate v spodnji tabeli:
- NTF varilni aparat TIG 160 – https://www.ipotools.si/varilni-aparat-TIG160-IGBT-Ipotools
- NTF varilni aparat TIG 160pd – https://www.ipotools.si/varilni-aparat-TIG160PD-NTF
- NTF varilni aparat TIG 185da – https://www.ipotools.si/varilni-aparat-Micro-TIG-185-DA-NTF
- NTF varilni aparat TIG 200pd – https://www.ipotools.si/varilni-aparat-TIG200PD-NTF
- NTF varilni aparat TIG 200Di – https://www.ipotools.si/varilni-aparat-SUPER%20TIG-200DI-NTF
- NTF varilni aparat TIG 210pd – https://www.ipotools.si/varilni-aparat-TIG210P-NTF
Zaključek
Upamo, da smo vam v teh nekaj stavkih podali vsaj hiter vpogled v TIG varjenje. Zavedamo se, da smo podali samo osnovne informacije z namenom, da vam odgovorimo na najpogostejša vprašanja. TIG varjenje je zelo obširno področje.
TIG varilni postopek bi na grobo lahko razdelili na več sklopov:
- Po materialih varjenca (jeklo, aluminij in aluminijeve zlitine, titan, baker…)
- Po tipu zvarov (površinski, kotni, notranji, robni…)
- Po uporabi zaščitnih plinov (Argon, mešanice argona z vodikom, helijem…)
S TIG postopkom lahko tudi trdo lotamo (ang. TIG brazing). Lotanje je postopek, pri katerem talimo samo dodajni material, varjenca pa ne talimo. Torej, dodajni material ima nižje tališče od varjenca. A to je že naslednje poglavje, ki ga vam ga bomo v prihodnje predstavili v kakšnem izmed blogov…




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment